
Charges duplex et charges combinées
Si vous fréquentez régulièrement les pas de tirs poudre noire et que vous furetez un peu sur Internet à la recherche d'informations sur les chargements, vous tomberez inévitablement un jour ou l'autre sur le sujet des charges dites "duplex". Kézako ?
Charges Duplex
Principe et intérêt
Une charge duplex c'est la superposition d'une charge de poudre moderne et d'une charge de poudre noire. La charge de poudre moderne, très inférieure à celle de poudre noire, est insérée en premier de manière à être la première à être amorcée.
La poudre moderne (dite aussi "pyroxylée") ne laisse pratiquement aucun résidu lors de sa combustion. Elle donne également des températures très élevées qui permettent de limiter les résidus laissés par exemple par la la graisse des balles dans le canon. Sa vitesse de combustion très élevée donne en outre un effet de souffle plus important qui tend à arracher les résidus éventuels.
Lorsqu'elle est placée derrière une charge de poudre noire, elle permet ainsi un départ du coup plus rapide et un effet de nettoyage du canon à chaque tir. C'est d'ailleurs étonnant de voir la différence entre une charge classique et une charge duplex, lorsque l'on regarde l'état intérieur du canon.
Nos amis américains utilisent souvent ce type de chargement dans des armes modernes chargées par la bouche avec de la poudre noire ou des équivalents, afin d'obtenir un mélange de "traditionnel" et de "moderne". On aime ou on aime pas.
Armes à poudre noire: DANGER !
Les répliques d'armes anciennes (et à fortiori les armes d'origine) ont été conçues pour supporter des tirs à la poudre noire. En aucun cas elle ne sont faites pour tirer des charges de poudre moderne. Comprenez par là que les calculs et les essais ont tous été faits pour supporter les efforts d'une charge de poudre noire, pas pour ceux d'une charge de poudre moderne.
Ne vous aventurez JAMAIS à utiliser de la poudre moderne dans une arme à poudre noire. En cas de doute regardez les poinçons apposés sur le canon (poinçons d'épreuve). Fort heureusement la poudre noire ne ressemble pas du tout à la poudre moderne, donc peu de risque de confondre les 2 mais dans le doute, abstenez-vous d'utiliser la poudre incertaine.
Bien entendu, certains seront tentés de tester des charges modernes "réduites" en se disant qu'elles devraient "passer" dans des armes à poudre noire. Grave erreur car ce n'est pas qu'une question de quantité et donc d'énergie libérée, mais également de vitesse de combustion. La courbe de montée en pression est beaucoup plus rapide avec de la poudre moderne et si l'acier des canons et autres pièces maîtresses n'a pas été prévu pour, c'est l'accident assuré !
Vous trouverez sur Internet des récits et images de ceux qui ont voulu tester...
Une utilisation d'experts
Certains tireurs très expérimentés utilisent malgré tout des charges duplex. Loin de moi l'idée de vous encourager à faire de même mais je souhaite vous donner quelques informations histoire de "savoir".
Ces tireurs utilisent une dose très très faible de poudre moderne, en général assez vive, placée derrière la charge principale. On parle de l'équivalent d'une pincée, précisément dosée pour éviter tout risque d'erreur.
Ils connaissent parfaitement leur arme et on en général effectué plusieurs tests avant de se risquer à tirer de façon régulière ainsi.
Il faut savoir que ce type de chargement demeure interdit en compétition. Comme il impose de disposer de 2 charges à chaque rechargement, il est difficile de se cacher des arbitres. Des tireurs avaient alors imaginé d'utiliser des tubes "double côté", vous devinez l'astuce...
Le plus gros risque, même avec de telles charges c'est l'arrachement de la cheminée des armes à percussion, qui peut alors se transformer en projectile vers le visage du tireur. En outre, en cas de double charge versée par erreur, l'éclatement de l'arme peut se rapprocher dangereusement.
Charges combinées
Principe et intérêt
Ici point de poudre moderne, donc on élimine le risque d'éclatement de l'arme, ouf !
Nous voici cette fois face à une véritable technique à la fois intéressante et utilisable sans danger supplémentaire.
Le principe reste le même que dans le cas des charges duplex: une première charge, légère, de poudre très vive, suivie de la charge principale. Cette première charge rapide va accélérer le départ du coup et donner un effet très bénéfique à la régularité de combustion de la charge principale.
Mise en pratique
La première charge doit utiliser une poudre très rapide, comme la PNF4 ou la Poudre Suisse N°1. Il est également possible de broyer encore un peu plus ces poudres pour augmenter leur vivacité.
La dose à utiliser doit rester faible sinon elle va donner l'équivalent d'une charge complète très rapide, néfaste à la précision dans certains cas. Il est intéressant de commencer autour de 0,2 à 0,3g, qu'il est possible d'augmenter jusqu'à 1g maximum pour les charges les plus fortes (armes où la charge dépasse les 3g).
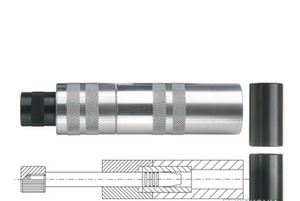
Il est indispensable de verser cette première charge à l'aide d'un tube de chargement pour garantir son placement au fond du canon. On peut alors donner deux ou trois petits coups de crosse pour bien la répartir, au plus près du conduit de la cheminée ou de la lumière (armes à silex ou à mèche). La charge principale est alors versée, toujours à l'aide du tube de chargement. Dès lors il faut éviter toute secousse, au risque de voir les charges se mélanger.
Cette technique est certes contraignante, mais dans certains cas elle donne des résultats étonnants. Il vous faudra doubler le nombre de tubes à utiliser et prendre un peu plus de temps lors de vos chargements mais les résultats peuvent s'en ressentir de façon très nette.
Inutile en revanche de compter sur cette technique pour compenser vos erreurs de tir ou les irrégularités de chargement. C'est un peu la cerise sur le gateau...
Janvier 2019: Tir avec la GIBBS à 100m - je tiens quelque chose...
Je poursuis mes entraînements avec la GIBBS Pedersoli en discipline Whitworth, et après quelques temps passés à peaufiner ma séquence de tir, c'est à dire ma position, ma prise de visée, mon lâcher...., je suis parvenu à stabiliser mes groupements et par conséquent mes scores. Le problème c'est que j'arrive à des 93-96 (les bons jours) mais que j'ai de plus en plus l'impression que c'est désormais mon chargement qui n'est pas au top et qui me limite.
En décembre, j'ai donc courageusement décidé de tester de nouvelles solutions de chargement, ce qui remet en cause le point d'équilibre auquel j'étais parvenu.
Cela a commencé par la vérification d'un point mentionné par d'autres tireurs sur des forums: il ne serait pas si bon que ça de nettoyer entre chaque tir ! On en revient toujours aux fondamentaux qui veulent qu'un canon propre tire moins bien qu'un canon légèrement sale (j'ai dit "légèrement", pas "dégueulasse" hein...). Le truc c'est que mon recalibrage de balle me conduit à un frottement gras de celle-ci dans le canon et qu'un encrassement va venir augmenter l'effort de descente de la balle et ça c'est pas très bon (en théorie). J'avais déjà testé un recalibrage moindre de ma balle, sans grand succès.
Une première tentative: la bourre feutre
Je livre ici une astuce autrefois confiée par un ami tireur: l'utilisation d'une double bourre feutre. La première rondelle de feutre doit être sèche car c'est elle qui va venir contre la charge de poudre. La deuxième est humide (trempée dans un solvant puis essorée). En descendant après la première elle va venir nettoyer partiellement le canon, enlevant ainsi l'excès de résidus de poudre en laissant le canon "conditionné" pour le tir suivant. L'humidité n'atteint pas la charge puisque protégée par la première rondelle.
J'ai donc fait un essai sur 13 coups avec ce chargement original, sans nettoyage supplémentaire entre les coups: catastrophe ! J'ose même pas montrer le carton, c'est vaguement resté dans la zone du noir de la cible mais le score est déplorable.
A la réflexion je pense que le problème est qu'une telle bourre est alors très compressible, ce qui ne permet pas de donner une accélération assez forte à la balle pour la comprimer et lui faire ainsi prendre les rayures. Ajouté à cela le fait que ma balle est déjà pas mal recalibrée, la prise de rayure est alors bien trop faible.
Une deuxième tentative: combiné !
Si je veux garder une bourre feutre humide pour tirer sans nettoyage, la protection de la charge et une bonne prise de rayure il y a une solution: combiner une bourre de type cartonnette, la bourre feutre (simple) et une balle moins recalibrée.
Direction le pas de tir avec des balles recalibrées un poil moins fort (0.451 au lieu de 0.4505) et ma charge habituelle de 60gr de suisse N°2.
Le résultat ?
Le voici:

La ça commence à sérieusement causer !
La balle descend en forçant modérément (il faut appuyer un peu sur la baguette pour la faire avancer) et comme prévu cet effort reste constant d'un tir à l'autre, preuve que la bourre humide a bien joué son rôle.
Autre point positif: là où je recalibrais en 2 étapes, je peux rester directement sur du 0.451 en sortie du premier recalibreur, donc gain de temps.
A noter qu'il faisait assez froid lors de cette séance (un petit 0°C) il faudra donc surveiller l'influence de la température lorsque les beaux jours reviendront.
Championnats départementaux 2016
Journée dense et météo capricieuse
Après quelques beaux week ends de ce mois d'avril, celui choisi pour les championnats départementaux armes anciennes était juste horrible: pluie continuelle le samedi, giboulées le dimanche et un froid de canard.
J'avais prévu de grouper mes séries de tir le dimanche, grand bien m'en a pris ! Certes la journée fut dense, mais au moins j'ai évité les conditions du samedi. Ceci étant, l'expérience m'a appris qu'une météo capricieuse n'est pas forcément synonyme de résultats tout aussi incertains.
Au programme donc, 3 séries le matin: Kuchenreuter, Mariette et Vetterli
2 séries l'après-midi: Whitworth et Maximilien
Mise en jambes
Je n'espérais pas grand chose de mes premières séries, je n'avais pas sorti le pistolet à percussion depuis près d'un an et le revolver avait repris du service quelques semaines à peine auparavant. Mais je comptais sur ces séries "pistolier" pour me mettre en jambes (ou plutôt "en bras") pour la suite.
Effectivement, les scores n'ont rien eu d'exceptionnel: autour de 85 à chaque fois.
Puis ce fut le tour du Vetterli, avec ma carabine suisse d'époque. J'étais le seul à tirer en "origine", du coup le classement se faisait parmi les tireurs de la catégorie "réplique". J'étais bien dans mes tirs, bonnes sensations. Ma carabine m'a fait son habituel caprice à l'allumage, résolu en versant un peu de pulvérin directement sous la charge principale, en risquant de compromettre la précision des tirs. Surprise en cible: groupement magnifique, surtout sur la 2e cible: que des 9 et quelques 10. Score final: 94 ! Une médaille d'or avec presque 10 points d'avance sur le 2e.
On passe aux choses sérieuses
L'après-midi, place à ma discipline favorite: le Whiworth. Tiré cette année avec la GIBBS en balles graissées. Malheureusement, je n'étais pas à mon aise: pouls trop rapide, soleil qui zébrait la 1ère cible...et voilà que mon voisin m'annonce qu'une de mes balles est un joli 9...dans SA cible ! Je déteste ces configurations de stand où la cible du voisin est à 30 cm de la votre: en tir au dioptre on ne voit rien, il faut faire un balayage vertical en visée pour s'assurer qu'on aligne bien la bonne cible.
Finalement la série n'est pas trop mal et avec seulement 12 balles comptées au lieu de 13, donc seulement 2 "plus mauvaises" retirées au lieu de 3, ça donne un 92/100 plutôt correct, gratifié par une médaille d'or.
Et on termine avec le Maximilien. J'avais résolu mon problème de platine (de temps en temps et pour une raison inexpliquée le chien tombait au cran de 1/2 armé lors du tir) en modifiant un peu la noix de celle-ci et corrigé le centrage des organes de visée. Habituellement j'ai du mal à finir ma série de 13 coups (manque de temps) et les tirs mélangent quelques groupements de 3-4 balles bien placée + des "baladeuses" qui pourrisse le carton. Mais là...rien...juste un tout petit long feu qui m'a obligé à réamorcer le bassinet, sinon aucun problème. Et c'est rentré ! La plupart des tirs étaient dans le visuel noir. Score final: 84, hop, une médaille d'or de plus.
Dilemne
Me voici donc avec 3 scores de qualification aux championnats de France:
94 au Vetterli origine
92 au Whitworth
84 au Maximilien
Alors j'y vais ou j'y vais pas ? Le problème est que c'est à Bordeaux, 7h de route. D'habitude la question ne se pose même pas: qualifié sur 1 série, je ne vais pas faire 14 ou 15h de route sur un week end juste pour ça, mais là sur 3 séries ce n'est plus tout à fait pareil.
Petit entraînement au Vetterli Origine
Les débuts
C'était il y a un peu plus d'un an, j'avais craqué pour une jolie carabine cantonale Suisse des années 1840 en calibre .410 (10.4 mm) qui m'avait semblé saine mais dans l'attente d'une rénovation.
Ce fut ensuite une longue période de travail au fond du garage mais qui peut se résumer ainsi: du plaisir !
Bois, platine, canon, tout a été revu, nettoyé et remis en état mais en préservant une certaine patine car selon moi ce genre de bijou n'a pas vocation à ressembler à une réplique sortie de son carton d'usine.
Je ne rentrerai pas ici dans les détails, mais les photos parlent d'elles-même:
Voici l'arme "avant":



Et la voici "après":



Au stand !
Une arme aussi propre (le canon était déjà joli, il est désormais "miroir"), ça doit pouvoir s'exprimer en cible...direction le stand, sur le pas de tir 25-50m.
A 25M, sans surprise, ça rentre bien, je ne cherchais pas à faire un groupement mais juste à vérifier si les organes de visée était bien calés.
On passe au 50m et là c'est la surprise: tir sur appui, 1er chargement approximatif et balle ronde calepinée, un groupement de 5-6cm de diamètre !
Changement de dosage de poudre pour descendre à 1.5g et voici le résultat sur 5 coups:

Cette arme est donc une tueuse de mouches. Mauvaise nouvelle pour le tireur: si ça rentre pas, c'est certainement pas la faute de l'arme, ni du chargement.
Alors on enfile la veste de tir, on s'applique, on change rien au chargement et on tire en conditions de Vetterli (debout sans appui, cible C50 à 50m):

NB/ L 'impact à droite dans le 1-2 à 3h c'est un cadeau de mon voisin qui tirait aussi à 50m...
Il va falloir compenser en hauteur. mais pour le reste c'est bluffant. L'arme est super agréable à tirer: aucun recul (pas étonnant, elle accuse près de 8kg sur la balance...), la première fois j'ai cru que j'avais oublié la balle tellement c'était doux. L'équilibre à l'épaule est génial: une fois posée sur mon poing gauche, bras calé contre la hanche, le bras gauche ne sert même pas à tenir l'arme, ça bouge pas !
La visée n'est pas simple car c'est un œilleton foré directement dans la hausse, que l'on relève à la verticale. Déroutant au début, mais il va falloir s'y faire. A l'avant c'est une aiguille très fine qui ne masque pas le visuel noir, donc parfait.
Les entraînements suivants m'ont appris à bien aligner tout ça et désormais, ça sort pas du 8-9-10.
Nouveau recalibrage
Les résultats avec la GIBBS ont fini par rejoindre ceux obtenus avec le Whitworth 3 bandes, mais au vu de ce que l'on peut espérer j'étais encore loin du compte.
Restait donc à trouver comment progresser. Une fois n'est pas coutume, c'est vers le chargement que mon attention s'est portée car depuis quelques temps j'obtenais d'excellentes sensations de tir qui me confortaient dans l'idée que l'erreur due au tireur devenait minime.
Recalibrage et mesures
Je me suis décidé à investir dans un petit micromètre pour vérifier les dimensions exactes de mes balles. Un simple pied à coulisse avoue ses limites car tout se joue au niveau du 1/100e voire en-dessous.
Je dispose d'un recalibreur Pedersoli disposant de deux inserts: un en .449 et un en .450
Mon problème est que le .449 est trop étroit (la balle descend alors toute seule sous son poids dans le canon) et que le .450 est également un peu limite (la balle descend sous le poids de la baguette mais également presque toute seule).
J'ai donc décidé de sacrifier l'insert en .449 pour le réaléser plus large. Le résultat est proche du .4505 (estimation) malheusement un poil inhomogène au diamètre et surtout un poil trop large.
Me doutant que la température (du recalibreur) devait jouer aussi à ce niveau, j'ai fait quelques relevés sur des balles recalibrées à 15-20°C et d'autres à 35-40°C. Les mesures sont prises en 3 points: en bas (b) , au milieu (m) et en haut de la balle (h), et à 90° d'écart angulaire (une balle n'est jamais parfaitement cylindrique) voici les diamètres relevés:
| chaud | h | 11,421 | 11,418 |
| m | 11,421 | 11,423 | |
| b | 11,432 | 11,43 | |
| froid | h | 11,431 | 11,432 |
| m | 11,432 | 11,427 | |
| b | 11,439 | 11,429 |
Confirmation donc que la température joue, et pas qu'un peu puisque la moyenne des écarts tourne près de 1/100e de mm !
Bonne nouvelle, me voici donc armé d'un recalibreur capable de me donner 2 recalibrages différents, un "serré" (froid), un "relâché" (chaud), autour des .450 inch recherchés. Place aux essais !
Rechargement et tir
Déjà, bonne nouvelle, la balle recalibrée avec le recalibreur modifié et à chaud (environ 35°C) coince pile comme il faut: elle ne descend pas seule et la baguette suffit presque à la faire descendre (il faut juste l'aider un peu sur les premiers centimètres).
1er essai avec la charge habituelle: 90gr de PS3
C'est pas mal au vu de certains groupements, mais les écarts sur certains coups me donnent à penser que c'est du côté de la charge de poudre qu'il faut travailler. On passe donc à 70gr:

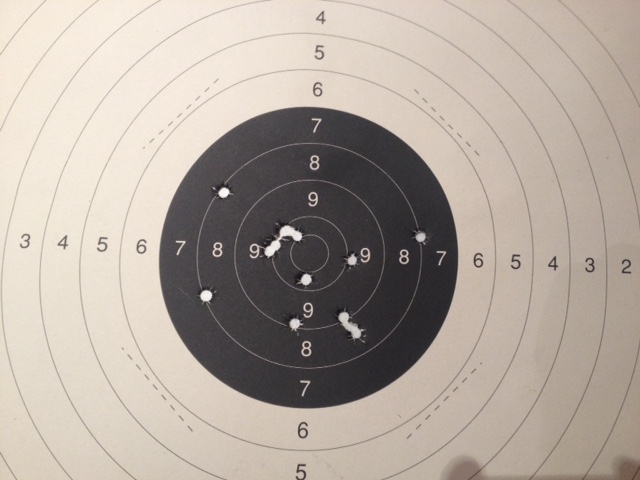
On est sur la bonne voie ! Les écarts sont essentiellement en vertical, on descend encore la charge: 60gr

Eh ben voilà ! Si si, il y a bien 13 coups, donc le joli groupement du 9 limite 10 à 11h contient 8 impacts !
La suite bientôt car il y a encore quelques impacts qui se baladent, effort à poursuivre.
